
热线电话:13937152591 / 0371-61033199

感应淬火的加热时间极短,但表面还是有氧化的,在热化学过程中,解决这个问题的方案是必须在真空中加热工件。虽然这个方案很好,但不是*经济和科学的。
减少并消除在奥氏体阶段生成氧化膜的方案,应该在加热阶段使用一种中性气体。有几种气体可作该种用途,但对于工业应用而言,迄今为止,仍广泛使用氮气,因为它的价格比较便宜。根据生产率和工件结构,有以下两种实例可参考:
(1)球头销感应淬火
众所周知,感应淬火加热时间极短,常在10s以内,因此,表面氧化轻微,淬火表面一般呈米黄色及黑色斑点,这就是氧化膜剥落现象。有些产品如汽车球头销、曲轴齿轮等,产品技术要求特别严格,如轿车球头销的球面表面粗糙度要求Rz≤3μm,杆部Rz≤10μm。上海某厂资料普通感应淬火球头表面存在5μm的氧化膜。为此,需采取保护气氛防护。保护气氛有氮气,氩气等。该厂对感应淬火件使用电子探针分析,结果是氮气保护的零件感应淬火后氧含量接近未保护的1/4。球面的表面粗糙度达到图样要求,淬火前两个零件的球部分别为Rz1.4μm及0.86μm,淬火后分别为1.4μm及0.85μm.以上数据说明保护气氛条件下,球头销感应淬火后,表面粗糙度基本不变,而零件表面颜色仍保持机械加工后的光泽。
(2)在保护气氛下连续上料操作的通道
这个系统利用回转工作台在两个水帘密封的通道中输送工件。由于不使用门或其他类似的机械装置,因此对工件在上下料时提供了一个很好的保护。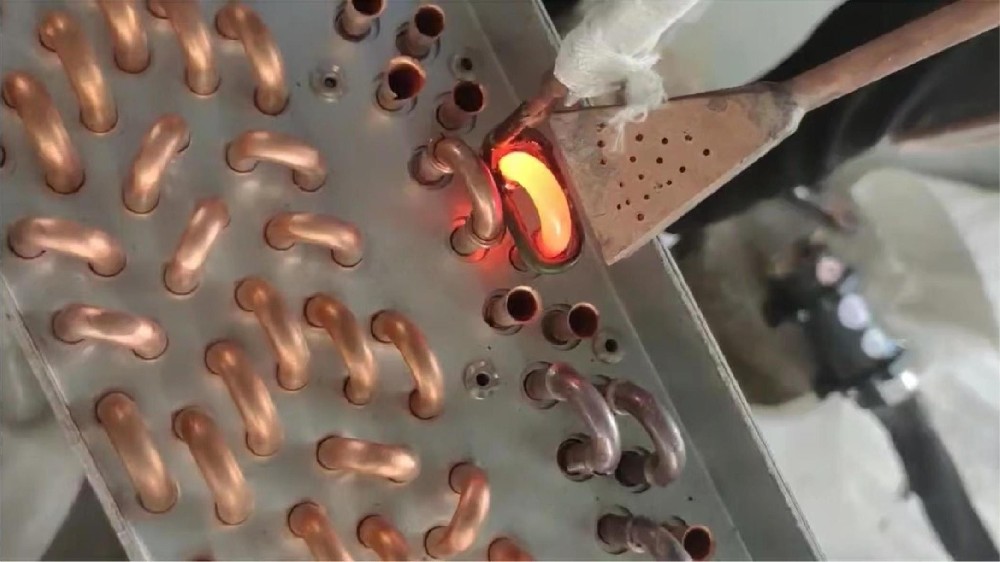
郑州日佳感应加热设备,通过氮气保护,使得加热的工件不被氧化





 网站首页
网站首页 电话咨询
电话咨询 返回顶部
返回顶部